






Metali Billet Hot Forging Furnace
Opis
Peć za kovanje kovanog metala vruće s indukcijom za zagrijavanje bakrenih / aluminijskih / željeznih čeličnih gredica prije vrućeg oblikovanja
Indukcijsko grejanje Široko se koristi u metalnoj industriji za kovanje vruće kovanje za zagrijavanje gredica koje se trebaju kovati u vrućem stanju. U industriji čelika, vruće kovanje čelika se zagrijava na temperaturu oko 1000 oC-1250 oC prema sadržaju ugljika i legirajućim elementima. Postupak vrućeg kovanja zahtijeva visokotemperaturno zagrijavanje gredica ravnomjerno, kako duž poprečne presjeka tako i poprečne strane gredice. Uopšteno, početna temperatura gredice je na sobnoj temperaturi i potrebno je da se zagreje iznad temperature rekristalizacije za proces vrućeg kovanja. Postoje različiti načini zagrijavanja metala u vrućem kovanju, uključujući indukcijsko grijanje, peć na gas, peć na ulje, infracrveni grijač i električni otpornik. Indukcijsko grijanje ima različite prednosti u odnosu na druge metode grijanja u vrućem kovanju. Prije svega, indukcijski sustavi grijanja vrlo brzo stvaraju visoki toplinski intenzitet na određenom dijelu metala. Dodatno, indukcioni sistemi grijanja su brzi startni sustavi, jer ovim sustavima nije potrebno vrijeme predgrijavanja kao u grijanju peći. Takođe, vreme zagrevanja je nekompatibilno kratko prema drugim metodama. U poređenju sa grejanjem na gas i naftu, lakše je kontrolisati i ponavljati iste grejne uslove za različito vreme. Automatizacija se može primijeniti na indukcijske sustave grijanja. To će zahtijevati minimalnu površinu radnje. Indukcijsko grejanje takođe je energetski efikasniji i ekološki prihvatljiviji. Neće biti štetnih emisija izgaranja u životnu sredinu kao u grijanju na gas i naftu. Štaviše, peći na gasni pogon imaju loš kvalitet površine zbog formiranja kamenca. Indukcijsko zagrijavanje osigurava značajno smanjenje formiranja ljestvice i dekarburiranje na zagrijanoj cijevi.
opis proizvoda
Za zagrijavanje raznih šipkastih materijala: poput čelika i željeza, bronze, mesinga, legure aluminija itd.
Slika samo za referencu, boja se menja sa različitom snagom.
Funkcije i posebne specifikacije prilagođene zahtjevima kupca.
Karakteristike i prednosti:
1.Automatic: Automatsko hranjenje, automatski odabir radnog predmeta je dobar ili loš, automatsko mjerenje temperature, automatsko pražnjenje.
2. Integrirani dizajn: Uštedite vrijeme instalacije, troškove i prostor.
3. Ugrađeni operativni panel prikazuje radna stanja mašine, kako bi se olakšala dijagnoza.
| Značajke | detalj | |
| 1 | Grijanje brzo i stabilno | ušteda 20% - 30% električne energije u odnosu na tradicionalni način;
Visoka efikasnost i niska potrošnja energije |
| 2 | Mali u veličini | Lako se instaliraju, rade i popravljaju |
| 3 | Siguran i pouzdan | Nema visokog napona, vrlo je siguran za vaše radnike. |
| 4 | Sustav hlađenja hlađenja | Može raditi neprekidno 24 sata |
| 5 | potpuna samozaštita Funkcija |
mnoge vrste alarmnih lampi: prekomerna struja, prenapon, pregrevanje, nestašica vode itd. Ove lampe mogu da kontrolišu i štite mašinu. |
| 6 | Zaštite okoliša | Gotovo bez oksidnog sloja, nije proizveo izduvne gasove, nema otpadne vode |
| 7 | IGBT Type | Izbegavajte prekid nepovezane električne mreže; Osigurajte dugotrajnost stroja. |
Parametri peći za kovanje kovina:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| ulazni napon | 3faze, 380V / 410V / 440V, 50 / 60Hz | ||||||
| Maksimalna ulazna struja | 320A | 400A | 480A | 640A | 800A | 960A | |
| Frekvencija oscilovanja | 0.5KHz ^ 20KHz (frekvencija osciliranja će biti prilagođena veličini dijelova za grijanje) | ||||||
| Duty Cycle Loading | 100%, 24h kontinuirano radi | ||||||
| Hlađenje vode želje | 0.1MPa | ||||||
| dimenzija | domaćin | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| produžetak | proširenje će biti prilagođeno prema materijalu i veličini grejnih delova | ||||||
| Težina | 110kg | 150kg | 160kg | 170kg | 200kg | 220kg | |
| Zavisi od dimenzije proširenja | |||||||
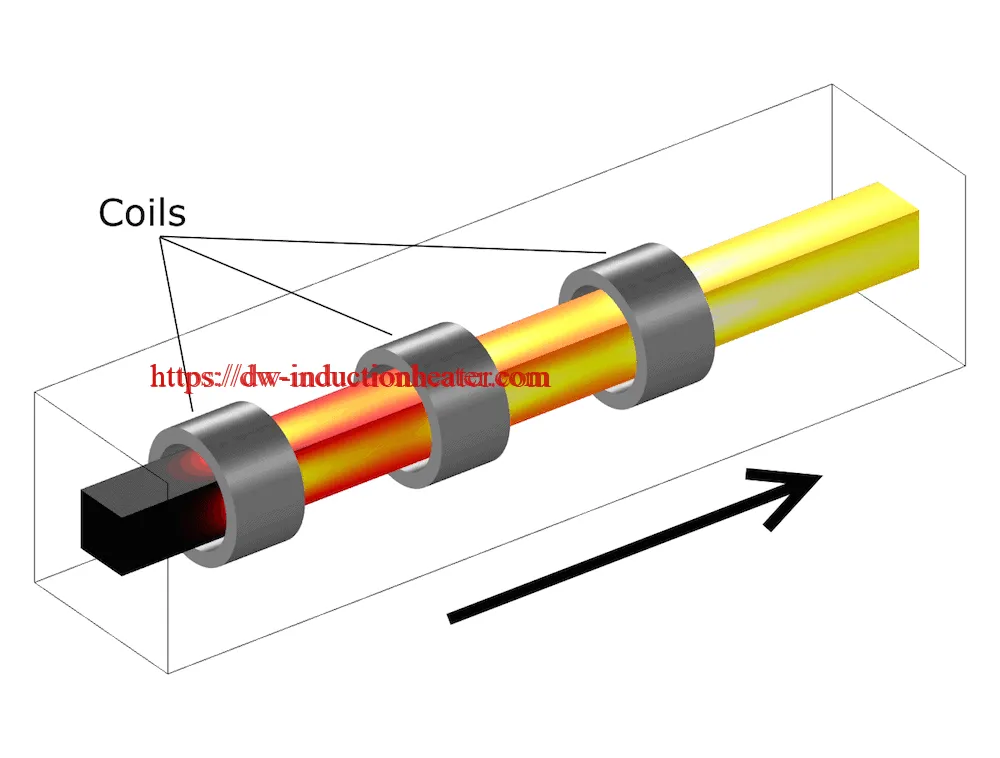
U indukcionim metalima za pečenje vruće kovanje peći se cijela gredica ili cjevčica zagrijava. Normalno za kratke gredice ili puževe se koristi spremnik ili posuda za automatsko predstavljanje gredica u liniji za stezne valjke, traktorske jedinice s lančanim pogonom ili u nekim slučajevima pneumatske potisnike. Zatim se poluge prevoze preko zavojnice jedna iza druge na vodeno hlađenim tračnicama ili se keramičke obloge koriste kroz provrt kalema koji smanjuju trenje i sprečavaju habanje. Dužina zavojnice je funkcija potrebnog vremena namakanja, vremena ciklusa po komponenti i dužine trupa. Kod velikog volumena velikog poprečnog presjeka nije neobično imati 4 ili 5 zavojnice u serijama koje daju 5 m (16 ft) svitka ili više.







