Šta je indukcijsko stvrdnjavanje?
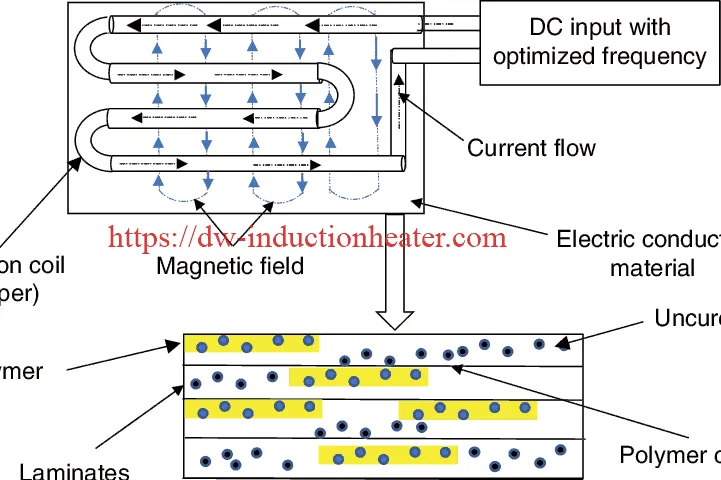
Kako funkcionira indukcijsko stvrdnjavanje? Jednostavno rečeno, struja iz mreže se pretvara u naizmjeničnu struju i isporučuje radnoj zavojnici koja stvara elektromagnetno polje unutar zavojnice. Komad sa epoksidom na sebi može biti metal ili poluprovodnik kao što je ugljenik ili grafit. Za očvršćavanje epoksida na nevodljivim podlogama kao što je staklo, može se koristiti električno provodljivi susceptor za prijenos topline na neprovodni materijal.
 princip indukcionog očvršćavanja-teoriju
princip indukcionog očvršćavanja-teorijuKoje su prednosti indukcijskog stvrdnjavanja?
Jednokomponentna epoksidna ljepila koja se termički stvrdnjavaju mogu koristiti toplinu iz različitih izvora. Najtipičnija je pećnica, ali se koriste i toplinski zračni pištolji, ploče za pečenje i indukcijsko sušenje. Indukcijsko očvršćavanje može uvelike smanjiti količinu vremena potrebnog za očvršćavanje epoksida i minimizirati efekte topline na okolne komponente jer indukcijsko grijanje isporučuje toplinu precizno do područja ljepila.
Da li je indukcijsko stvrdnjavanje dobra opcija za moju primjenu?
Obezbeđivanje vašeg indukcijsko grijanje stručnjaka i informacije o proizvođaču epoksidnog ljepila o sljedećim temama pomoći će im da daju najbolju preporuku.
1. Materijali ili podloge koje se lijepe – Razumijevanje šta su podloge pomoći će u određivanju brzine zagrijavanja i snage potrebne za očvršćavanje ljepila. Na primjer, željezo grije s manje snage nego što je potrebno za zagrijavanje aluminija.
2. Veličina komponenti koje se spajaju – Manji dijelovi zahtijevaju veću frekvenciju za efikasno grijanje. Veća područja imaju koristi od niže frekvencije.
3. Zahtjevi za epoksid – Postoji minimalni/maksimalni prag za očvršćavanje epoksida. Minimalna temperatura potrebna za očvršćavanje i maksimalna dozvoljena temperatura prije razlaganja epoksida.
Indukcijsko očvršćavanje za lijepljenje kvarcnog čipa na čelični cilindar
Kompanija iz automobilske industrije traži sistem indukcijskog grijanja koji može doseći temperaturu od 175°C (347°F) i držati je unutar uske tolerancije od +/- 3C. Indukcijsko grejanje će zagrijati čelični cilindar da očvrsne ljepilo za lijepljenje kvarcnog čipa. Indukcijsko grijanje je poželjna metoda jer omogućava brže, kontrolirano i ravnomjernije zagrijavanje.

Industrija: Automotive
Oprema: DW-UHF-10kW indukcijski sistem grijanja preporučuje se za ovu aplikaciju za stvrdnjavanje kako bi se povećala i zadržala željena temperatura.
proces:
Cilj ove aplikacije indukcijske polimerizacije je zagrijati dvije strane čeličnog cilindra koji je 1.064” (2.70 cm) OD, 7.25” (18.41 cm) dug sa 1” (2.54 cm) toplinskom zonom do 175 C (347°). F) i držite tu temperaturu 60 sekundi kako biste izvršili nanošenje vezivanja. Željena temperatura je postignuta za 13 sekundi. Za mjerenje temperature korišten je regulator temperature tipa K.
 indukcijski proces sušenja
indukcijski proces sušenjaIndukcijsko očvršćavanje za lijepljenje kvarcnog čipa na čelični cilindar