Indukcijsko toplinsko kolo za opružnu žicu i najlonski prah
Toplotno ulaganje uključuje korištenje Indukcijsko grejanje u procesima u kojima plastika mijenja stanje iz čvrstog u tečno. Jedna uobičajena upotreba za ovu aplikaciju je presovanje metalnog dijela u plastični dio. Metal se zagrijava pomoću indukcije na temperaturu veću od temperature plastičnog reflowa. U nekim slučajevima metal se može utisnuti u plastiku prije zagrijavanja; ili se metal može zagrijati prije nego što se utisne u plastiku, uzrokujući ponovno tečenje plastike dok se dio utiskuje (također poznato kao plastično prelijevanje). Indukcijsko grijanje se također može koristiti u mašinama za brizganje plastike. Indukcijsko grijanje poboljšava energetsku efikasnost za procese ubrizgavanja i ekstruzije. Toplina se direktno stvara u cijevi mašine, smanjujući vrijeme zagrijavanja i potrošnju energije.
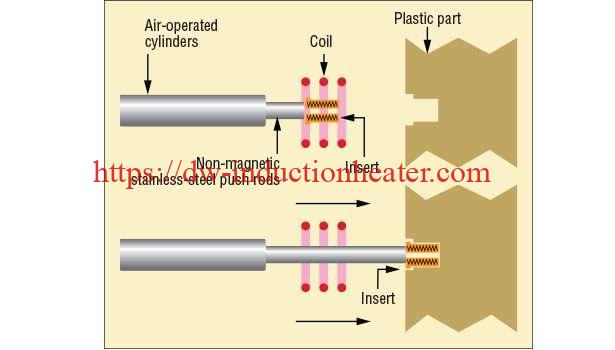 Umetanje metala u plastiku uključuje zagrijavanje metalnog umetka s navojem na temperaturu iznad plastične točke povrata i utiskivanje u plastični dio. Proces zahtijeva brzo, precizno, ponovljivo zagrijavanje. Omekšavanje unutrašnjih navoja je rezultat dugih procesa zagrijavanja.
Umetanje metala u plastiku uključuje zagrijavanje metalnog umetka s navojem na temperaturu iznad plastične točke povrata i utiskivanje u plastični dio. Proces zahtijeva brzo, precizno, ponovljivo zagrijavanje. Omekšavanje unutrašnjih navoja je rezultat dugih procesa zagrijavanja.
Indukcijsko grejanje pruža preciznu kontrolu topline kako bi se osigurao konzistentan rezultat, uz visokokvalitetne rezultate. Oprema se može programirati za određeni nivo snage i vrijeme grijanja, uklanjajući varijabilnost operatera i poboljšavajući ponovljivost procesa.
 Cilj: Za zagrijavanje krajeva opružne žice od 0.072″, razmaknute 1/2″, ujednačeno za nanošenje najlonskog praha na 1″ dužinu kraja. Jednom zagrejan na 7000F, najlonski prah se spaja sa žicom stvarajući zaštitni premaz. Donje žice imaju prošlu istoriju probijanja kroz noseću odjeću i grebanja nosioca. Dodavanjem zaštitnog najlonskog premaza na krajevima žičane forme izbjegava se ova neugodna situacija.
Cilj: Za zagrijavanje krajeva opružne žice od 0.072″, razmaknute 1/2″, ujednačeno za nanošenje najlonskog praha na 1″ dužinu kraja. Jednom zagrejan na 7000F, najlonski prah se spaja sa žicom stvarajući zaštitni premaz. Donje žice imaju prošlu istoriju probijanja kroz noseću odjeću i grebanja nosioca. Dodavanjem zaštitnog najlonskog premaza na krajevima žičane forme izbjegava se ova neugodna situacija.
materijal: Opružna žica i najlonski prah
Temperatura: 370 ℃
Primjena: The DW-UHF-6KW-III izlaz u čvrstom stanju Napajanje indukcijskog grijanja zajedno sa jedinstvenim pet (5) zavoja korišćena je izdužena spiralna zavojnica za postizanje sledećih rezultata:
- 370 ℃ postignuto je sa dvanaest (12) sekundi mašinskog ciklusa.
- Ujednačen premaz je nastao kao rezultat ravnomjernog zagrijavanja zahvaljujući jedinstvenom izduženom spiralnom kolutu od pet (5) okreta.
- Dvanaest (12) uzoraka žice zagrevano je istovremeno u jedinstvenoj radnoj zavojnici.
Oprema: DW-UHF-6KW-III izlazno indukciono napajanje u čvrstom stanju uključujući jednu (1) udaljenu toplotnu stanicu koja sadrži dva (2) kondenzatora ukupne vrednosti 0.66 µF, i jedinstveni pet (5) izduženih spiralnih zavojnica širine 2 1/2″, 8 1/ Dugačak 2 inča i visok 2 3/4 inča sa dva donja zavoja na krajevima pod uglom prema dolje.
Frekvencija: 258 kHz
